 手機(jī)版
手機(jī)版 化工儀器網(wǎng)手機(jī)版
化工儀器網(wǎng)手機(jī)版
 化工儀器網(wǎng)小程序
化工儀器網(wǎng)小程序
 官方微信
官方微信 公眾號(hào):chem17
公眾號(hào):chem17
 掃碼關(guān)注視頻號(hào)
掃碼關(guān)注視頻號(hào)

驗(yàn)儀器設(shè)備有限公司")









塑料行業(yè):QB/T 2358標(biāo)準(zhǔn)檢測方法與泉科瑞達(dá)儀器介紹
塑料薄膜的熱合強(qiáng)度是評(píng)估包裝密封性、防潮性及抗泄漏能力的核心指標(biāo),直接影響食品、醫(yī)藥、日化等產(chǎn)品的保質(zhì)期與運(yùn)輸安全性。QB/T 2358-2021《塑料薄膜熱合強(qiáng)度試驗(yàn)方法》作為中國輕工業(yè)聯(lián)合會(huì)發(fā)布的推薦性行業(yè)標(biāo)準(zhǔn),通過量化熱封強(qiáng)度,為薄膜材料熱封工藝優(yōu)化與質(zhì)量控制提供了科學(xué)依據(jù)。本文將結(jié)合標(biāo)準(zhǔn)要求與行業(yè)實(shí)踐,解析檢測方法的關(guān)鍵步驟,并推薦山東泉科瑞達(dá)儀器的HSPT-01熱封試驗(yàn)儀與ETT-01電子拉力試驗(yàn)機(jī)組合方案,助力企業(yè)實(shí)現(xiàn)高效、精準(zhǔn)的熱合強(qiáng)度檢測。
一、QB/T 2358標(biāo)準(zhǔn)核心要求與檢測原理
1. 適用范圍與測試對(duì)象
QB/T 2358適用于塑料薄膜包裝袋(如PE、PP、PET、復(fù)合膜等)熱封部位的性能評(píng)估,尤其針對(duì)食品、醫(yī)藥、日化等領(lǐng)域的軟包裝材料。測試對(duì)象包括:
熱封層材料:如PE、CPP、鋁箔復(fù)合膜等;
熱封工藝驗(yàn)證:優(yōu)化熱封溫度、壓力、時(shí)間參數(shù),確保熱封強(qiáng)度達(dá)標(biāo)(如食品包裝需≥15N/15mm,醫(yī)藥包裝需≥12N/15mm且通過121℃蒸煮測試)。
2. 檢測原理
采用T型剝離法,通過拉力試驗(yàn)機(jī)對(duì)熱封試樣施加軸向拉力,測量熱封部位從初始滑移至分離過程中的最大載荷值,最終以單位寬度(15mm)的力值(N)表征熱封強(qiáng)度。其核心邏輯為:
熱封質(zhì)量與分子鏈滲透程度正相關(guān),強(qiáng)度不足易導(dǎo)致運(yùn)輸中泄漏;
測試數(shù)據(jù)可反向指導(dǎo)熱封工藝參數(shù)調(diào)整(如降低溫度10-20℃或減少壓力0.1-0.2MPa以解決熱封過度問題)。
二、檢測方法關(guān)鍵步驟與操作規(guī)范
1. 試樣制備
尺寸要求:試樣寬度(15±0.1)mm,展開長度(100±1)mm,需從包裝袋不同部位(側(cè)面、背面、頂部、底部)各取10條試樣,確保數(shù)據(jù)代表性。
裁剪規(guī)范:使用專用取樣刀切割,邊緣需平整無毛刺,避免應(yīng)力集中;若試樣長度不足,可用同材質(zhì)膠粘帶拼接。
環(huán)境調(diào)節(jié):試樣需在標(biāo)準(zhǔn)環(huán)境(23±2℃、50±5% RH)下調(diào)節(jié)至少4小時(shí),消除材料內(nèi)應(yīng)力對(duì)測試結(jié)果的影響。
2. 設(shè)備校準(zhǔn)
拉力試驗(yàn)機(jī):使用符合精度要求的設(shè)備(示值誤差±1%),調(diào)整夾具間距至50mm。
熱封試驗(yàn)儀:校準(zhǔn)溫度控制系統(tǒng)(精度±0.2℃)、壓力傳感器(范圍0.05-0.7MPa)及時(shí)間模塊(0.1-999.9秒)。
3. 測試執(zhí)行
熱封工藝模擬:
使用HSPT-01熱封試驗(yàn)儀設(shè)定熱封參數(shù)(如PE薄膜常用120℃/0.3MPa/1秒組合)。
將兩層薄膜置于上下熱封頭之間,啟動(dòng)設(shè)備完成熱封。
拉伸測試:
將熱封試樣以熱封部位為中心展開呈180°,夾持于ETT-01電子拉力試驗(yàn)機(jī)夾具中。
以(300±20)mm/min速度勻速拉伸至斷裂,記錄最大載荷值。
結(jié)果判定:
取10組有效數(shù)據(jù)的平均值,熱合強(qiáng)度(N/15mm)=最大載荷(N)/試樣寬度(15mm)。
若熱封強(qiáng)度低于標(biāo)準(zhǔn)值(如食品包裝<15N/15mm),需檢查熱封設(shè)備平行度或調(diào)整冷卻時(shí)間。

三、泉科瑞達(dá)儀器方案:技術(shù)優(yōu)勢(shì)與行業(yè)應(yīng)用
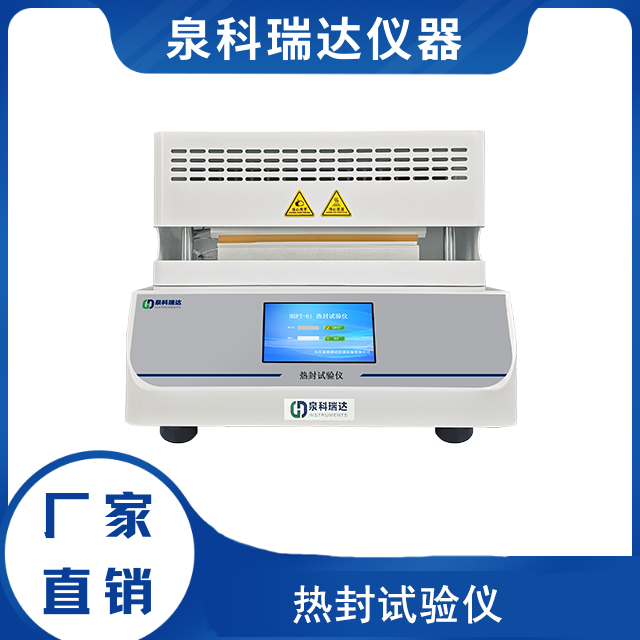
1. HSPT-01熱封試驗(yàn)儀:精準(zhǔn)模擬熱封工藝
核心參數(shù):
溫度范圍:室溫-300℃,控溫精度±0.2℃。
壓力調(diào)節(jié):0.05-0.7MPa可調(diào),確保不同厚度材料的熱封均勻性。
時(shí)間控制:0.1-999.9秒無級(jí)設(shè)定,雙加熱(上下封頭,獨(dú)立控制),適應(yīng)快速工藝需求。
應(yīng)用案例:
某食品企業(yè)通過HSPT-01優(yōu)化PE薄膜熱封工藝,將熱封不良率從3.2%降至0.8%,客戶投訴減少65%。
某鋁塑封口墊片生產(chǎn)企業(yè)利用該設(shè)備驗(yàn)證熱封溫度均勻性(±1.5℃以內(nèi)),確保藥品包裝密封完整性。
2. ETT-01電子拉力試驗(yàn)機(jī):高精度測量與智能化操作
核心參數(shù):
力值傳感器:0.5級(jí)精度,量程500N(標(biāo)配)。
速度控制:支持1-500mm/min無級(jí)調(diào)速。
應(yīng)用案例:
某日化企業(yè)通過ETT-01檢測BOPP薄膜熱封強(qiáng)度,發(fā)現(xiàn)某批次產(chǎn)品在140℃熱封時(shí)出現(xiàn)分層現(xiàn)象,調(diào)整工藝后熱封強(qiáng)度提升30%。
四、結(jié)語
QB/T 2358標(biāo)準(zhǔn)通過量化熱封強(qiáng)度指標(biāo),為塑料薄膜包裝袋的質(zhì)量控制提供了科學(xué)框架,而山東泉科瑞達(dá)儀器的HSPT-01熱封試驗(yàn)儀與ETT-01電子拉力試驗(yàn)機(jī)組合方案以高精度、智能化特性,全面滿足標(biāo)準(zhǔn)要求并提升檢測效率。從工藝研發(fā)到國際認(rèn)證,從食品包裝到醫(yī)藥冷鏈,泉科瑞達(dá)始終以技術(shù)創(chuàng)新賦能行業(yè),助力包裝產(chǎn)業(yè)向標(biāo)準(zhǔn)化、智能化方向邁進(jìn)。
相關(guān)產(chǎn)品

免責(zé)聲明
- 凡本網(wǎng)注明“來源:化工儀器網(wǎng)”的所有作品,均為浙江興旺寶明通網(wǎng)絡(luò)有限公司-化工儀器網(wǎng)合法擁有版權(quán)或有權(quán)使用的作品,未經(jīng)本網(wǎng)授權(quán)不得轉(zhuǎn)載、摘編或利用其它方式使用上述作品。已經(jīng)本網(wǎng)授權(quán)使用作品的,應(yīng)在授權(quán)范圍內(nèi)使用,并注明“來源:化工儀器網(wǎng)”。違反上述聲明者,本網(wǎng)將追究其相關(guān)法律責(zé)任。
- 本網(wǎng)轉(zhuǎn)載并注明自其他來源(非化工儀器網(wǎng))的作品,目的在于傳遞更多信息,并不代表本網(wǎng)贊同其觀點(diǎn)和對(duì)其真實(shí)性負(fù)責(zé),不承擔(dān)此類作品侵權(quán)行為的直接責(zé)任及連帶責(zé)任。其他媒體、網(wǎng)站或個(gè)人從本網(wǎng)轉(zhuǎn)載時(shí),必須保留本網(wǎng)注明的作品第一來源,并自負(fù)版權(quán)等法律責(zé)任。
- 如涉及作品內(nèi)容、版權(quán)等問題,請(qǐng)?jiān)谧髌钒l(fā)表之日起一周內(nèi)與本網(wǎng)聯(lián)系,否則視為放棄相關(guān)權(quán)利。


 采購中心
采購中心